

Dvst30
-
Постов
5 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
События
Сообщения, опубликованные Dvst30
-
-
Спасибо прибольшущее, масса полезной информации!
Для моего случая нужен процесс глубокого анодного оксидирования в серной кислоте:
"Применяется для повышения износостойкости в условиях трения, эррозионной стойкости, для создания жесткости тонких листовых конструкций, для теплоизоляционной защиты. Глубокое оксидирование шестерен повышает их износостойкость в 5—10 раз.
Для оксидирования применяют 20%-ный раствор серной кислоты, рабочую температуру от -10 до -6С и анодную плотность тока 2,5 А/дм2 при начальном напряжении 20—25 В и конечном до 40 В. Рекомендуется непрерывное перемешивание электролита. Оксидная пленка имеет глубину 20—30 мкм.
Для повышения жесткости тонкостенных трубчатых деталей до жесткости латуни применяется тот же электролит и режим оксидирования с повышением плотности тока до 5 А/дм2 и выдержкой 30 мин. Глубина оксидной пленки достигает 60 мкм, а микротвердость 3,4 МПа. Участки, не подлежащие оксидированию, предварительно изолируют лаком ХВЛ-21, окрашенным добавкой метилрота. На сплавах глубокая оксидная пленка имеет черный цвет и структуру с высокой пористостью. При глубоком анодном оксидировании шероховатость поверхности деталей снижается до 2-го класса."
Мне это подходит, так как серную кислоту я надеюсь все еще продают в магазинах автозапчастей в отделе АКБ, -10 градусов для России не проблема, сейчас похолодает и вытаскиваю ванночку на снег. Хочу оксидировать их все вместе, в одной емкости. По длине они чуть меньше метра, думаю поискать контейнер пластмассовый в гипермаркете типа Метро, видел там большие, надеюсь не разъест кислота. Площадь поверхности труб я посчитаю, 5 умножу на получившуюся площадь в дм2. Получится прилично, такой мощный трансформатор еще надо поискать, возможно придется травить по одной. Пока не ясно, где брать свинцовые пластины для (-). Может можно использовать алюминиевые уголки вместо свинца? С остальным всё понятно.
А вот что касается предварительной полировки труб - пока ясно одно - надо зачистить всё мелкой наждачкой, чтоб убрать грубые канавки. Затем, максимально мне подходит вариант 2 (http://www.anytech.narod.ru/chPolish-Al.htm):
Фосфорная к-та (H3PO4) 1000 мл
Перекись водорода 30% (H2O2, пергидроль) 50 мл
Темп. 20°С, выдержка 0,1-1 мин.
Потому как низкая температура - ничего греть не надо, просто нет такого вытянутого железного таза длинной в метр, чтоб греть. Да, и есть знакомый компонент - перепись водорода, правда в аптеке он 3%, где брать 30% и где искать фосфорную кислоту объемом 10 литров - пока ума не приложу. Буду яндексить по своему городу.
Вариант 3. тоже при низких температурах химичится, но там вообще целый набор страшных кислот.
При электрохимической полировки (http://www.anytech.narod.ru/ePolish-Al.htm) самый простой вариант 2:
Тринатрийфосфат (Na3PO4) 100 г/л
Кальцинированная сода (стиральная сода, NaCO3) 100 г/л
Темп. 80-90°С, плотность тока на аноде 5-10 А/дм2, выдержка 5-6 мин.
Но опять же очень высокая температура. Зато с химикатами значительно проще, тринатрийфосфат и соду уже нашел где взять.
Вообще написано, что способов очень много разных, больше 100, но вот расписаны к сожалению только 4.
Нашел еще вариант (состав почти такой, как рекомендовал ksilabs) в другом источнике специально для моего сплава:
Для полирования деталей из дюралюминия Д16-Т рекомендуется следующий состав раствора (в вес. %): 40% серной кислоты, 45% ортофосфорной кислоты, 3% хромового ангидрида, 11% воды. Режим работы: рабочая температура 60-80° С, анодная плотность тока 30-40 а/дм2, напряжение 15-18 в, выдержка - несколько минут.
Но температура и токи очень высокие, блин... Может если понизить температуру и ток - просто увеличится время, нет? Я и час, и два подожду...
-
о, я кажется нашел подробное описание, еще и покраска заодно http://datagor.ru/practice/diy-tech/1202-anodirovanie-aljuminija..html
Теперь надо закупить ванночку метром длиной и электролит для АКБ.
Никто по описанному способу по ссылке выше не добавит ничего полезного?
Да, и... С НАСТУПАЮЩИМ НОВЫМ 2012 ГОДОМ! Вот уже через 28 минут

-
есть интересный способ анодное пассивирование с образованием оксидной пленки - какова толщина и прочность сказать не могу
А где почитать про это подробнее?
Концентрированной кислоты в таком количестве даже не знаю где взять, да и опасно это думаю...
А что будет, если этот сплав поместить в солевую ванную и подключить +-; в ванную с содой; еще знаю где взять хлорное железо (им платы медные травят)))
Может есть какой-то вариант из "народной" химии или с общедоступными реактивами?
-
Здравствуйте, уважаемые форумчане.
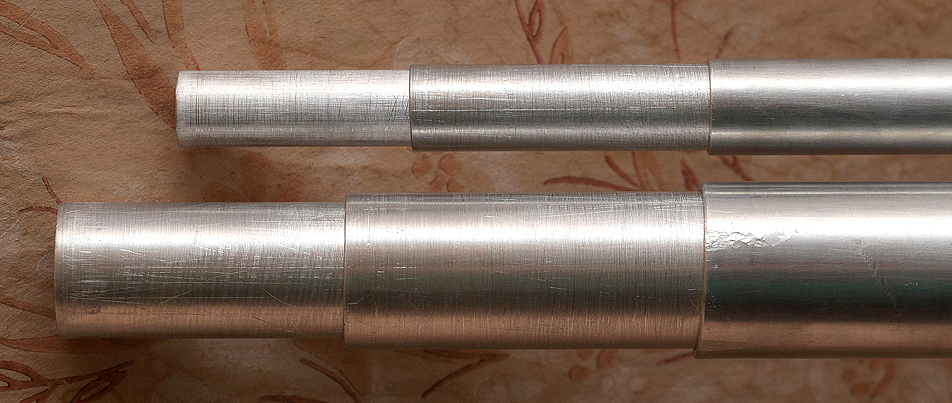
Пришел к вам с таким вопросом - имею набор дюралевых труб марки Д16Т и одна 1915.
Трубы пришлось обтачивать наждачкой, чтобы они легко вставлялись одна в другую. После этого я мыл их с жидкостью для мытья посуды (тифа Фэри) снаружи и изнутри, тер тряпочкой колючей, смывалось много черного налета. Видимо какого-то окисления ну и пыли металлической. Тер много раз и очень тщательно. Но после всех стараний при работе с трубами руки все равно пачкаются в какой-то серо-металлический налет.
Задача. Их две. Как решить первую и меня есть вариант. Сейчас трубы имеют мелкие дорожки и канавки, мне нужны идеально гладкие, думаю долго тереть мелкой наждачкой и затем полировать спец насадкой на дрель. Но может быть есть какой-то процесс, который можно организовать в домашних условиях, чтобы немного протравить трубы, чтобы скрылись все неровности?
И вторая задача - надо чем то покрыть их, несложным химическим способом (допускаю водяную ванну, могу подключить напряжение, если надо), какой-то прочной пленкой, чтобы они перестали пачкаться. Краска\лак не подойдут, т.к. трубы очень плотно входят одна в одну, сразу все облетит.
Рассчитываю на вашу помощь!
Чтобы лучше понять о чем речь - прикладываю фото.

Чем и как покрыть дюралевые трубы
в Общий
Опубликовано · Изменено пользователем Dvst30
Надеюсь что да, стоит. Так как именно из-за частого трения я и озадачиваюсь прочным покрытием, поэтому и нужны высокие токи для толстой пленки.
Единственное - электрохимически не отполирую, много кислот и главное высокие температуры. Нагревать не в чем. Попробую отполировать войлоком до блеска трубу и глубоко оксидировать, ну... на сколько мне позволит мой трансформатор. Хотя бы просто оксидирую, чтоб руки в алюминиевом налете не были постоянно. Собственно я и полез из за этого в химию. А попутно столько интересного нашел И химическая полировка, и покраска! Эх... Часов 50 бы в сутках и жить до 300 лет - обязательно бы наладил весь этот процесс! )))
И химическая полировка, и покраска! Эх... Часов 50 бы в сутках и жить до 300 лет - обязательно бы наладил весь этот процесс! )))