Djinny88
-
Постов
5 -
Зарегистрирован
-
Посещение
Посетители профиля
1048 просмотров профиля

Достижения Djinny88
")





-
Добрый день, коллеги! Обращаюсь к Вам за помощью ибо не знаю, что делать. В цехе гальванопокрытий используем две ванны слабокислого цинкования. В составе электролита хлорид аммония, хлорид цинка и блескообр. добавка ДХТИ. Раствор ГОСТовский ничего нового. Не так давно одну ванну пришлось пустить под замену из-за высокой захламлённости ванны. Составили электролит, проверили на содержание двух компонентов, проверили в ячейке Хула. Всё ок! Но блин во время цинкования деталей никак не можем прокрыть участки вокруг отверстий и просто на некоторых открытых легкодоступных участках, в полузакрытых областях деталей (в местах сгибов). Версия про подготовку отпала. Так как «старая» ванна эти же Детали кроет на отлично. pH проверяли, подвески проверяли, и добавляли аммоний и разбавляли ванну, прорабатывали ванну на малых токах и больших. Пожалуйста может сможете что нибудь дельное посоветовать ? Ну никогда не было проблем с этим электролитом ни при составлении ни при работе с ним. А тут уже недели две бесполезных попыток

-
Ребята, кто может помочь разобраться с возникшим вопросом? Вкратце: в нашем цехе гальванопокрытий через линию анодирования алюминия проходят разные его сплавы: Д16, АМг, В95 И вот что я заметил: почему то периодически на нескольких типах деталей анодный оксид прилипает к ладони (если она влажная). На сухих поверхностях это не так выражено. Эти самые детали сделаны из Д16. Причем деталей из Д16 дофига и анодный оксид не прилипает, а вот только те два типа деталей липнут. кстати, эти самые "липкие" детали имеют довольно высокий класс чистоты обработки поверхности. Для справки: детали покрываются по шифру Ан.Окс.нхр согласно всем гостам и остам
-
Stamp, травление как и положено производится в горячем растворе щелочи. но почему то для одних деталей из Амг6 хватает и 10 секунд, а для других и минуты мало
-
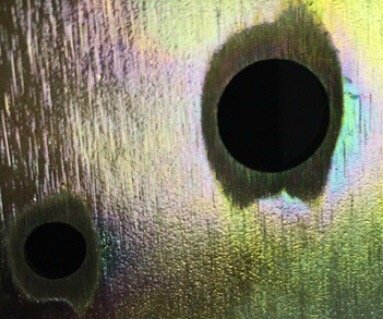
Обезжиривание ультразвуковое обязательно, травление есть, но предусмотренное техпроцессом 0,5 - 2 мин как видно из картинки - недостаточно. А больше травить - понижаем класс чистоты и теряем геометрические размеры
-
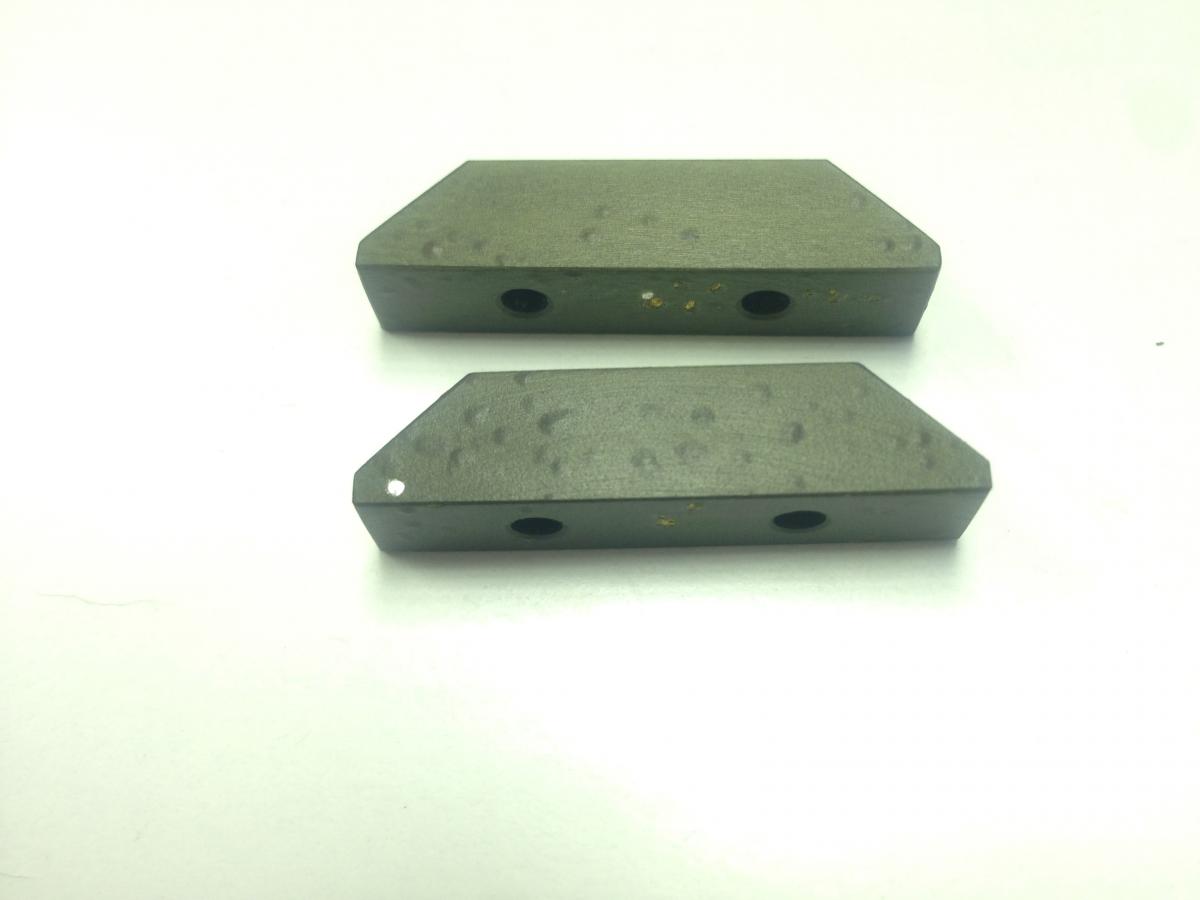
Вечер добрый, ув. коллеги. Обращаюсь к Вам за дельным советом. Уже продолжительное время не могу установить причину появления вздутия анодной плёнки на металле АМг6. Надеюсь на вашу помощь. Твёрдое анодирование производится в двукомпонентном электролите состава Серная кислота-Щавелевая кислота (ГОСТовский раствор) при температуре 15 градусов, плотности тока 3 А\дм2 и продолжительности 1 час. На анодирование поступают детали различной конфигурации из сплава АМг6. И вот тут начинается необъяснимое: один вид деталей (пусть называются Х) получаются всегда отлично, другие детали Y получаются всегда отлично, а вот партия вновь поступивших деталей F и Z выходят со вздутиями и коричневыми пятнышками. Раньше F и Z анодировались, но на щавелевом электролите и никаких вопросов не было. Подкину еще пару загадок: на некоторых поверхностях деталей F и Z имеется плакировочный слой, не снятый механическим цехом. После анодирования этот слой выделяется на фоне остальных поверхностей деталей - он ярко салатового цвета и без каких либо дефектов. На деталях X и Y плакировка отсутствует. Когда мне эта повторяющаяся от завеса к завесу деталей история стала надоедать я решил детали F и Z жестко потравить. Естественно нарушив геометрию, нарушив шероховатость я добился своего - пятнышек и вздутий больше не было. ВОПРОС: что вообще происходит? оказывает ли негативное влияние плакировка? Коллеги, выручайте. Для наглядности прикрепляю фотографию проблемной детали