user2022
-
Постов
510 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Весь контент user2022
-
Дык там сначала было про минеральные. А дальше примерно жидкий фотопласт на что и были подозрения. Теперь проблема где купить в розницу достаточные для хозяйства размеры порядка милилитров. На промазку каждого контакта там может достаточно микро или нанолитров. Потому для физлиц нету потребности в килограмах за десятки-сотни кру-руб. С липучестью ситуация может частично упрощена конструктивом зазора - там порядка 1 кв мм площади обычно и при ширине зазора в микрометры или даже тоньше. Сам зазор между контактами скорее набор полостей между сдавлеными вершинами выступов поверхностей металов. Потому он и кривой достаточно и имеет площадь больше видимой геометрической - если там затечет и как-то налипнет может и перекроет воздух с остальной вредной химией. Если жижа терпимо прилипнет по краям зазора и мало будет пускать корозирующие вещества вглубь зазора это уже вполне хорошо. Еще надо бы поискать про растворимость типовых вредных контакт металам веществ в ПЭФ жиже - кислорода и может сероводорода. Если жижа будет работать проводником корозирующих веществ в растворенном виде это тоже плохо. Может для улучшения адгезии ПЭФ жиж к металам надо еще обезжиривать предварительно ? Обычно контакты перед сборкой только чистят типа напильником или щетками или абразивом - но при этом там могут быть случайные дозы масла или др жира. Если совсем нету продаж ПЭФ жиж населению в мелком количестве - может надо будет думать про их мелкосерийный синтез прямо в землянке у костра. Пишут можно электрохимически синтезировать - https://cyberleninka.ru/article/n/elektrohimicheskiy-sintez-perftorpoliefirov-metodom-kolbe/viewer
-
Может щас на рынке безграфитных паст и нету. Да вроде делали уже во времена трансформаторов не_горючу заливку и в весьма крупных количествах. Совтол вроде звали. Совтол - охлаждающая жидкость, химически устойчивая, пожаро - и взрывобезопасная. По внешнему виду это бесцветная, прозрачная или слегка желтоватая жидкость, не содержащая воды и механических примесей. Для трансформаторов применяют совтол-10, имеющий относительно высокие вязкость и температуру застывания. Совтол очень гигроскопичен ( быстро увлажняется), Из унылостей совтола - лютая токсичность и пропитка водой. Так выходит в химии этой вселенной примерно все относительно густые безводные и не_высыхающие (быстро) жижи с малой растворимостью кислорода (и воды) и годной смачиваемостью по меди-люминю горят в кислороде уже при сотнях ц ? Если угле-хлорные полимерные жижи (полихлорбифенилы) люто токсичные но уже плохо горят - может есть угле-фторные тоже жижи ? Типа жидкий-фторопласт. Гугль показывает вроде возможность и фторированых бифенилов и фторорованых углеводородных жыж - фторированные углеводородные жидкости, такие как пентафторированные С4-10алканы. Тут может что хорошо - нету надобности получать этот полимер в твердом виде. Может хватит жижи из не_полимеризованых молекул. Фтор вроде лучше всех держит электроны угля и потому горючесть фторированых углей в кислороде понижена ? Фторуглероды могут быть годными жижами хотя бы до 100ц без кипения и малотоксичны - но там излишняя растворимость кислорода и скорее будет плохо защищать люминь и остальное от прохода кислорода.
-
На рынке есть весьма мало паст от мутных производителей и производители не_смогли ответить про обещаный ресурс работы. Потому в хозбыте стоит задача замены пайки электрических соединений на залитые защитными жижами. Основная задача основы контакт-пасты защищать зазор между контакт-деталями от всех возможных химически корозионных веществ из среды эксплуатации (от кислорода до веществ промышленых регионов типа серных оксидов и сероводорода и кислот и др). От жижи основы требуется хорошая адгезия и растекаемость по типовым контакт деталям - алюминий, медь, латунь, никель. Требуется химическая инертность (отсутствие разрушений) к этим материалам. Требуется отсутствие высыхания (испарения и реакций с кислородом и возможными загрязнениями) при температурах до 150ц примерно. Желательно до 200ц и более в аварийных режимах. Также сохранение гибкости и определенной текучести при охлаждении где-то от -40ц и лучше до -60ц. Желательна не_горючесть в кислороде при аварийном перегреве до испарения (300..500+ц). Рыночная контакт-паста квт в огне газовой горелки горит и при годном нагреве несущей тоже выгорает. На холодной проволоке самозатухает. Производители контакт-паст могут пробовать для начала просто фасовать графитную смазку задорого - там вроде основа минеральное масло (типа смазочного нефтяного ?). Т.к. обычно в хозбыте требуется весьма мало пасты то можно пробовать замешать себе с графитом на каком-нить более приличном хоть и более дорогом веществе вместо минеральных горючих масел. Назначеный срок службы до возможной потери защитных свойств (высыхание или реакции с кислородом и др с потерей свойств защиты зазора от кислорода) желателен порядка 10 лет при температуре около 100ц. Ширину зазора можно считать достаточно малой - где-то до десятков микрометров максимум.
-
Механическое нагружение паяных электрических соединений запрещено. Это страшное знание из бывшей крутой технической цивилизации можно начинать знать и применять. Поэтому проблему механический разгрузки паяного электрического соединения решает конструктор изделия. Одновременно решает проблему скачка гибкости и места концентрации напряжений при гибких проводниках. Все это стоит ресурсов потому при кроильной нищщете может быть пропущено и потому могут возникать описаные проблемы. Пайка электрического соединения уменьшает проблемы с химической коррозией соединения.
-
А еще лучше сваркой и пайкой и лучше всех контактов позолоченых - но у нищщего населения нету интереса за такое платить. Они согласны даже покупать железные контакт детали с желтой имитацией латуни вместо латуни. Такое горит еще быстрее.
-
Можно сделать ртутно-капельный гравитационный. На дожатие до 1 бар надо меньше метра высоты. Просто ртутные капли капают в верхнюю дырку вертикальной трубы и затыкают там куски откачиваемой среды и текут вниз на выхлоп в атмосферу. Так будет докачивать до давления пара ртути при температуре капель.
-
Надо прокачивать умение в подшипники скольжения без задиров и заклинов. Там может быть полезно мазать чем-нить антизадирным. Потому в работу веществ на поверхностях может надо будет много знать.
-
Механический там прямо в госте на контакты - в формуле числа реальных металических контактов на геометрической площади контакт деталей в виде механического давления и механической твердости. При этом если смотреть в наноразмерную физику с полной химией - твердость химического оксида люминия на поверхности химического люминия сильно выше. И в формулу надо ставить уже что-то среднее между твердостью люминия и его оксида. А корозия она химическая - когда нету нормальной сварки или нормальной пайки годным заполнением контакта одним веществом. И обычно вся химическая корозия только уменьшает время работы контакта до сгорания.
-
Холодная сварка двух моножильных проводов встык с деформацией-осадкой в разы больше диаметра может терпимо работать. Но для электросхем часто нужно соединить 3 провода или больше или провод к контакт детали. Там нету технологических удобств делать такие деформации. Для нужной деформации двух цылиндеров еще могут производить опресовочный инструмент (оснастку для давилок и др). Но для деталей разной формы уже мало реально.
-
Скрутки люмишки тоже разрешено делать (и давно было разрешено) и в сухой квартире оно может достаточно долго работать. Для сравнения ресурса соединений надо смотреть их ресурс наработки на отказ. Где критерий отказа - рост электросопротивления в месте контакта сверх нормируемого (или рост температуры при рабочем токе сверх предельно допустимой). В разных условиях применения (и при разных обещаных сроках службы изделий) могут допускать весьма разные варианты исполнения соединений. Разница по времени наработки до отказа соединений разного исполнения и в разных условиях применения может быть в заметные десятичные порядки. Опресовку могут делать в промышленой электрике для экономии. Там сгорит контакт в железном шкафу в не_сгораемой каменой будке из надежно окисленых веществ и нету убитых и раненых. Просто придут ремонтники и перезаделают.
-
Да все эти струйные аппараты физико-динамические. У струи газа тоже есть масса и эта масса на скорости имеет импульс. Дальше при смешении среды с нулевой скоростью и скоростью выше нуля происходит тоже обмен импульсами и стоячий газ с порта всоса начинает разгонять. И подсасывать со стороны порта всоса и там тоже падает давление.
-
В замкнутой оболочке ее сначала быстро зажмет давлением газа плотности более 1 г/куб см (на скорости звука в воде). И только потом будет медлено и пичально прогревать от температуры гретого газа. Теплопроводность воды весьма мала без шевелений если. А теплоемкость воды достаточно приличная. Потому температуропроводность зажатой воды может быть достаточно малой. Потому сначала это будет зажатая волной давления вода. Скорость детонации вроде сравнима со скоростью звука в воде на неск км в сек. В воде при 100 кпа скорость звука 1.4 км/с и растет с повышением давления - ну может до скорости детонации в неск км/с и дорастет в фронте волны сжатия.
-
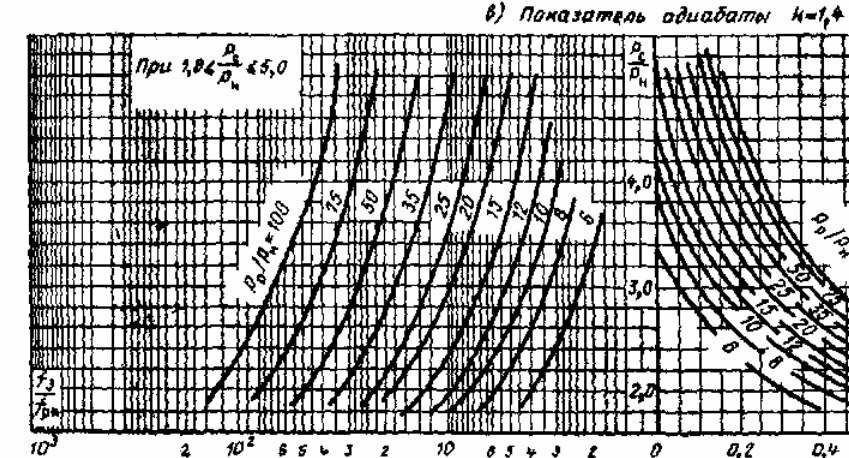
Таки получилось потестить струйный смеситель с форсункой ф2мм и камерой смешения цылиндер ф3.5мм (длина где-то 15 калибров) при питании жатой атмосферой 2.5 бар (над атмосферой) дает докачку только до 0.5бар. Дальше при питании около 1 бар - около 0.65 бар. Ну 0.5бар воду может сосать метров на 5 вверх при питании где-то 2.5бар. Расход жатого воздуха весьма приличный. Оболочки 27л от 2.5 бар хватило секунд на 5..7 при падении до около 1 бар. Под газосмешение никакой оптимизации конструктива тут нету - для заточки на максимум производительности геометрия может быть заметно отличной от водяной. По минимальному давлению докачки тоже может быть получше. В принципе можно на жатый воздух делать смесители с форсункой поменьше и будет расход жатой атмосферы поменьше. Скорее практически раза в 2 меньше. Таки при равенстве давлений форсунка перестанет работать на разгон вааще. Там весь смысл разгона в сработке потенциальной энергии давления (разницы давлений) в скорость рабочей среды (кинетическую энергию). При равенстве давлений тогда расход в порт выхлопа будет равен нулю и все полетит в порт откачки (когда давление водопровода больше давления порта всоса). Из той книжки для сосалки на жатой атмосфере (показатель адиабаты 1.4) вроде эту картинку можно использовать для оценки достижимого коэф давления (обратное это будет мин давление всоса в долях атмосферных 101 кпа) - Выходит при 6 бар рабочего жатого воздуха и отношении сечения камеры смешения к сечению форсунки всего 2 может дожимать отсасываемое в ок 3.5 раза - итого досасывать до 0.3 бар всего. Это типа на 1 ступень. Водоструйный при 2.5..3 бара рабочей воды дососет уже до закипания холодной при около 0.01 бар. Жатие на воде на 1 ступени почти в100раз и ограничено только закипанием воды - на менее кипящей жиже можно и больше давить на 1 ступени.

-
Есть определенные обобщения опытных конфигураций струйных аппаратов - там как минимум важна рабочая среда (источник энергии и рабочее тело) и геометрические параметры зоны смешения сред (обычный важный параметр - отношение сечений камеры смешения и форсунки). Кое-что смогли вывести в графические зависимости и даже чуть формулами апроксимировать с определенной точностью (чтобы понимать хотя бы порядки десятичные величин перед началом доводки опытных образцов). Можно попробовать прочитать книгу https://www.proektant.org/books/1989/1989_Sokolov_E_Ya_Zinger_N_M_Struinye_apparaty.pdf Вроде бонус смесителей на жидкой рабочей среде - возможность гораздо большей степени сжвтия на одноступенчатом аппарате. Практически с водой на давлении около 2.5 бар уже можно додавить до 100 кпа и закипятить рабочую воду. Потому одноступенчатый водоструйный может докачать до закипания рабочей воды и больше ступеней нету смысла ставить. На газоструйных (пароструйных) смесителях там степень сжатия на одной ступени намного меньше - может порядка 10 (может даже при скорости рабочей струи порядка скорости звука в ней уже и больше разгонять уже сложно). Потому газоструйных смесителей на приличные сжатия (отчкачки) надо ставить много ступеней. Водоструйный одноступенчатый докачивает до закипания холодной воды при скорости струи порядка 20..22 м/с уже и потому это намного меньше скорости звука в рабочей воде и ее можно просто еще разгонять давкой (и экономить воду при той же производительности по откачке). Будет - но скорее до давления всоса порядка 0.1 бар или даже больше. Надо таки победить лень и попробовать попитать серийные самые мелкие водоструйные с форсункой ф2 мм на жатом воздухе до около 3 бар и померить сколько там будет давление на порту откачки. Тут тестовая оболочка для хранения ничего на 27 литров с манометром только до +3 бар над атмосферой. Больше ее качать жалко по нагрузке на внутрености манометра.
-
Правильная сварка и пайка скрутки имеют примерно равную исходным проводникам стойкость к коррозии. Потому вероятность аварии контакта в месте соединения проводников весьма понижена.
-
Там чтобы годно раздавить все поверхностные окислы и остальную грязищщу (даже если там нету текучих масел и других жыж) может надо степень деформации сильно больше половины исходных размеров деталей. Это оно высоко над атмосферой планеты почищеное испарением в весьма пустоту и исходно чистое иногда может быть заметно приварено просто легким ударом. И главное для контроля вообще там сварки честной и надо весьма много тестовых стыков пробовать разбирать и смотреть на прочность на разрыв - похоже там вообще на сварку или просто поджато уныло по грязи и окислам как в обычном сжатом контакте. Что-то похожее на сварку с относительно годной стойкостью к корозии имхо должно давать прочность на разрыв в десятки процентов от прочности контакт деталей. И возможность таки зачистки поверхностей под такую сварку сомнительна силами граждан на стройке или в обычном быту. Там весьма полезны камеры весьма низких давлений атмосферных и др газов (мож где-то от -6..-8 и меньше десятичной степени мм рт ст) с чисткой годно чистыми скребками и давка также в сравнимой чистоте среды (симуляция контактной сварки далеко от планеты). Когда там гражданский электрик с выхлопом перегаром в кислородной атмосфере с испарением жыра со шкуры трет засаленым напильником или шкуркой по люмишке - там чистоты поверхности люмишки (медяшки-латуни) под сварку контактом со слабой деформацией имхо весьма мало. Вся поверхность ожидаемого чистого метала также засрана и грязищщей и окислами.
-
Зенкер обычно нужен чтобы экономить ресурс развертки. Т.к. стойкость развертки (скорее в пределах гарантии точности) всего несколько минут. Вместо кривой резни сверлом по дырке с выступом можно попробовать первичное снятие поделать вообще какой-нить электроэрозионной приспособой простейшей. А стенки дыры кроме шва просто прикрыть какой вставкой чтобы только по шву выступающему в дырку искрило и снимало. Там более чем просто шов - там сварной шов и он вроде ощутимо тверже остальной трубы. Потому режущее типа сверла на пару режущих и упорных поверхностей кроме резни шва будет еще и подрезать противоположный край дырки ощутимо и делать дырку еще менее круглой. Потому может резать даже зенкером многолезвийным полезно с подкладкой временной вставки в остальную часть дырки хотя бы из жести чтобы беречь круглость заводской дырки получше. В качестве рабочей жыжы в бытовой гидравлической системе может глицерин попробовать.
-
Чтобы там была сварка деформацией нужен скорее космокораблестроительный заводик с камерами очистки деталей и весьма безвоздушной транспортировки в давильное устройство. Гарантировать сварку при давлении просто открытых в грязной атмосфере медных или люминиевых проводников мало реально. Да и величина деформации для попытки раздавить окислы и всю налетевшую из атмосферы грязь (еще и с попыткой локальной защиты от атмосферы от начала давки-деформации) должна быть весьма караул. С учетом все более падения квалификации существ из постнародов самое надежное в полевой сборке электросхем скорее таки пайка однопроволочных медных жил с достаточно прилично работающими химическими флюсами. Но это также менее чем всегда удобно и реально. Типа сборка кучи жил на шину уже с пайкой мало удобна. Пайкой терпимо контачить 2..3..4 жилы в скрутке.
-
В теории вмеру пряморукой/прямолапой слесаркой можно получить приличный косплей и станочных отверстий. Но это просто сильно дороже в промышлености т.к. слесарей уже примерно нету и готовить их перестали уметь. Ну и заводскими приспособами для круглых дырок делать круглые дырки побыстрее расточки напильниками. Раньше годно пряморукие существа с годной головой для пониманий методов контроля даже оптику для астрономии шлифовали личными руками без станков. Просто терли тряпкой с доводкой точности до сотен нанометров ошибки поверхности от нужной гометрически точной. А тут надо только получить цылиндер и относительно цылиндрический поршень к нему с точностью уже в микроны и простой полировкой т.к. достаточно гибкое уплотнение может компенсировать ошибки точности формы цылиндера уже в микроны и более. Конечно в слесарно-физические методы контроля где тереть дальше тоже надо будет уметь.
-
фум лента относительно прилично держит воду в резьбе скорее от плохой смачиваемости водой еще. А вот газам на смачиваемость фума намного более пофиг и они летят через плохо намотаный в резьбе фум весьма хорошо. Потому тут чтобы поменьше терять воды можно пробовать пофизичить гидрофобным покрытием и поршня и цылиндера. Для начала попробовать сделать и поршень с фторопластовым покрытием и кольца уплотняюшие поршень из фторопласта.
-
Относительно долго работающие электросоединения проводников обычно не_разборные (пайка или сварка). Даже опресовка уже просто вариант сжатых контактов. Или опресовку надо переводить в сварку (холодную или ультразвук или др). А вот примерно все остальные сжатые контакты (кроме золота и части других дорогих обычно веществ и мало доступных нищщему населению) согласно смысла государственного стандарта 17441-84 великой бывшей технической цивилизации химически гарантировно плохеют и далее весьма часто физически сгорают. Иногда сильно везет и электрическое сопротивление контакта успевает набрать значение сверх согласованого для годного разгорания быстро (чаще похоже на люминии). Разница в исполнении сжатого контакта только в сроке службы до начала сгорания. Да и часть контактов (типа в вилка-розетка) обычно нету возможности делать не_разборными. И в типовой гражданской нищщете даже в одном стыкке однофазной бытовой вилка-розетка бывает до 6 сжатых в окислительной атмосфере контактов сразу. При сварке-пайке примерно везде кроме контактов вилки можно убавить только до 2. Потому все контактные соединения и в бытовой электропроводке полезно делать в устойчивых к полноному выгоранию места контактов до разрушения бывших проводников (и до сценариев и расплавления и дугового испарения) оболочках. Особенно это полезно для новомодных деревянных каркасных жилых помещений. Там количество убитых и раненых в пожарах от дефектов контактов постоянно весьма ощутимое.
-
Такое по телевизору уже каждый день почти показывают по *центральным телеканалам*. Но обычно на ограниченое время. При детонационном разложении химических веществ и выходит газ с плотностью исходного вещества. И там может быть больше 1 г/куб см. Но давление такого газа весьма ощутимо и потому оболочку быстро разрывает. Но можно попробовать в толстой оболочке (капилляре) замутить - там может выдержит давление газа достаточно долго. Газ тяжелее воды увидеть попробовать можно - но обычно не_надолго. Или хотя бы успеть сфотографировать (на память на памятник).
-
В райцентре в сетевом магазине электороваров уже выставлены стальные штампованые со стальными крышками. Они уже трудногорючие. Только в достаточно мощном долгом пожаре уже сгорят в кислороде 20%. В стальных оболочках дырки под вводы делать труднее и потому монтаж в них дороже. Ну и толщина стенки средненькая (мож порядка 0.5..0.7 мм). Ощутимо меньше толщины стенки вгп труб для населения со стенками 3+ мм. Собственно раньше стальные коробки для электрики населения делали примерно по аналогии с стальными консервными банками и мож на одинаковых заводах - можно и щас купить консервную банку в жорном магазине или безплатно найти в отходах городов. Будет примерно похоже. Но стенка еще тоньше и прогорит при аварии с энерговыделением изнутри быстрее.
-
Тарелки керамические запеченые в ашане вроде сильно дешевле. Могут и коробки лепить и запекать - даже в дырках между цивилизациями без электричества обычно могут. И дешево. Для локализации электро аварии на время перегорания проводников вполне сойдет. И получше пластиков с углем плохо повязаным окислителями хотя бы. В магазине бытовых товаров населению посмотреть какую-нить сахарницу керамическую с крышкой. Или горшок мелкий. Так она вообще не_горючая. Крышку закрепить винтами-шурупами или сразу винтовую по стеклу-керамике поискать. Дырки для проводов в стенках наделать сколько надо. Горючие электротехнические материалы это уже дикость времен конца. Ну бывает в трансформаторах дешевая картонная и деревянная изоляция в мощных масляных. Так там когда горит вместе с маслом при мегаватах уже пофиг на те углеводы.
-
Обработку отверстий тех калибров в годно круглый и калиброваный вид ведут зенкером для грубой приводки в нужный калибр и потом разверткой для окончательной калибровки и доводки чистоты до возможной от развертки. Потому в останках бывшей цивилизации можно попробовать купить/добыть зенкер и развертку под калибры тех стандартных труб из той цивилизации. И удлинители хвостовиков к ним сделать. Крутить можно воротком под квадрат рукопашно/лапопашно. Зенкер Ф21 стоит меньше 300 ру-руб еще. Развертка на Ф22 примерно стоит 500ру-руб.